
Positive Displacement (PD) pumps feature outstanding high-pressure pressurization performance, capable of boosting slurry medium pressure up to 20MPa. This powerful pressurization capacity fundamentally breaks the transmission limitation of conventional pumping equipment, enabling the stable and continuous transportation of high-concentration, high-viscosity slurry through long-distance buried pipelines in mining, metallurgy and chemical industrial scenarios.

Long distance slurry pipeline A gasification furnace of a coal chemical industry
To adapt to the harsh working conditions of long-distance slurry pipeline transportation, our professional team has implemented targeted structural and material upgrades on the core components of check valves. By optimizing the material formula and structural design of the sealing rubber ring, we effectively enhance its wear resistance, aging resistance and medium corrosion resistance against high-concentration slurry impact. Meanwhile, we have upgraded the overall rigidity, pressure resistance and impact resistance of key metal parts, solving common pain points of conventional valves such as easy leakage, rapid wear and short service life in high-pressure long-distance transportation environments.
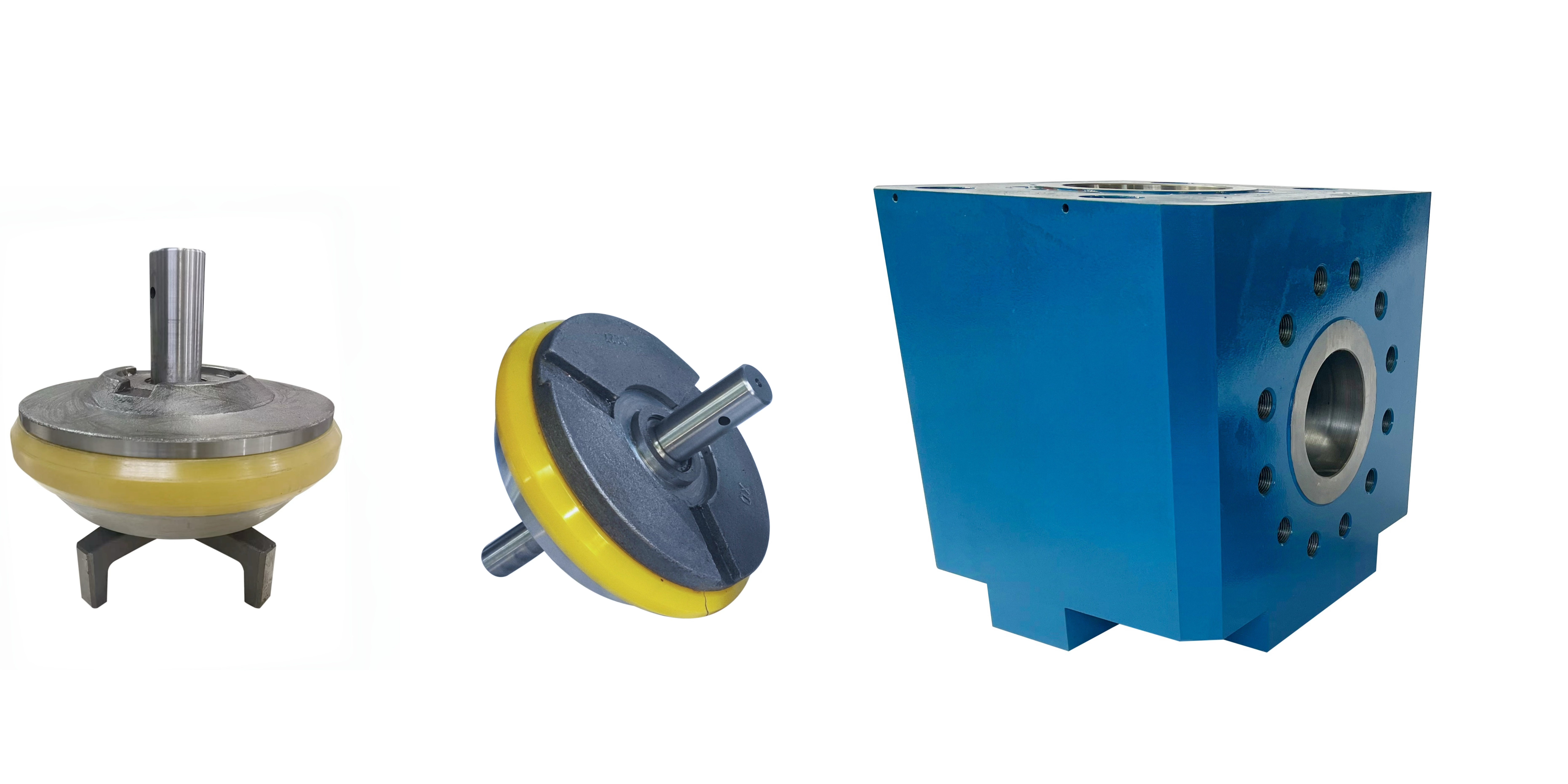
Two Different Conical Valve Types &Forged Valve Housing for High Pressure PD Pump
The modified check valves have achieved mature and large-scale industrial application in long-distance slurry transportation pumps from 50 kilometers to 700 kilometers, perfectly adapting to extreme operating conditions including a maximum working pressure of 17MPa and a maximum slurry concentration of 68%. In complex long-distance pipeline transmission processes such as variable-pressure conveying and long-term continuous operation, the valves maintain stable sealing performance and reliable structural operation without frequent failure or shutdown faults.
With superior structural durability and stable working performance, this upgraded check valve fully meets customers' core operational demands. It effectively extends the continuous operation cycle of the entire long-distance slurry conveying pipeline system, greatly reduces the frequency of routine inspection, part replacement and equipment maintenance, significantly cuts down manual maintenance costs and pipeline shutdown losses caused by valve failures, and ultimately helps enterprises realize efficient, stable and low-cost long-distance slurry pipeline transportation.
